
What is Stereolithography (SLA)?
How does SLA 3D Printing work
Key advantages
Applications of SLA


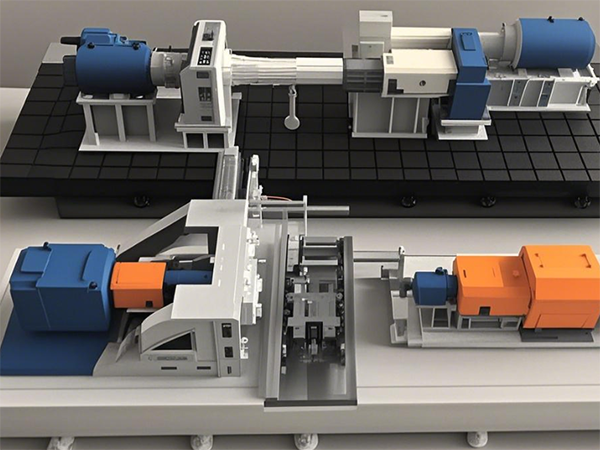
Equipped with high-performance SLA machines from UnionTech — China’s leading brand — ensuring stable, consistent printing for professional applications.
Maximum print size up to 800 x 800 x 500 mm, ideal for both large single parts and high-throughput batch production.
Compatible with a wide range of resins, including standard, transparent, flexible, high-temperature, and engineering-grade materials.
Achieves feature sizes as small as 0.05 mm, suitable for prototypes requiring tight tolerances and intricate geometries.
Rapid prototyping and small-batch production completed in 3–5 working days (excluding shipping), helping you accelerate product development.
From design file review to final quality check, our experienced engineering team ensures every part meets your expectations in both function and appearance.







20+ years of manufacturing experience
Advanced machines & strict quality control
ISO 9001 & IATF 16949
Design to finished product
Compliant with RoHS & REACH
Dedicated project tracking and global delivery
| Material | China 9400 resin | Imported 8000 resin | Transparent resin | High toughness resin | Yellow high temperature resin | Gray high temperature resin | Red Wax |
| Picture |  |  |  |  |  |  | |
| Heat Deflection Temperature(0.46MPa) | 46℃ | 46℃ | 47℃ | 38-50℃ | 70℃ | 99.6℃ | 45–60 °C |
| Minimum wall thickness | 0.6mm | 0.6mm | 0.6mm | 0.6mm | 0.6mm | 0.6mm | 0.3–0.5 mm |
| Minimum aperture | 1mm | 1mm | 1mm | 1mm | 1mm | 1mm | 0.3–0.4 mm |
| Material hardness(Shore D) | 79 | 79 | 87 | 85 | 80 | 85 | 75–85 |
| Tensile strength (tensile) | 47Mpa | 47Mpa | 50MPa | 38-56MPa | 48MPa | 40-44MPa | 25–35 MPa |
| Tensile strength (break) | 33-40MPa | 33-40MPa | 56MPa | 60MPa | 56MPa | 52MPa | 20–30 MPa |
| Bending Strength | 67MPa | 67MPa | 84MPa | 69-74MPa | 68MPa | 64-69MPa | 40–60 MPa |
| Flexural modulus | 2178-2222MPa | 2178-2222MPa | 2490MPa | 2692-2775MPa | 2300MPa | 2900-3200MPa | 1000–1500 MPa |
| Print layer height | 0.1mm/0.05mm | 0.1mm/0.05mm | 0.1mm | 0.1mm | 0.1mm | 0.1mm | 0.025–0.1 mm (25–100 µm) |
| Printing error | ±3‰ | ±3‰ | ±3‰ | ±3‰ | ±3‰ | ±3‰ | ±0.05 mm |
| Water absorption | 4‰ | 4‰ | 4‰ | 4‰ | 4‰ | 4‰ | 0.3%–0.6% |
| Impact strength | 23-29J/CM | 23-29J/CM | 25J/CM | 45-55J/CM | 33J/CM | 34.4J/CM | 10–20 J/m |
High-gloss finish + painting
Minimal finish with accurate dimensions
Clear resin + polishing
Electroplated finish