
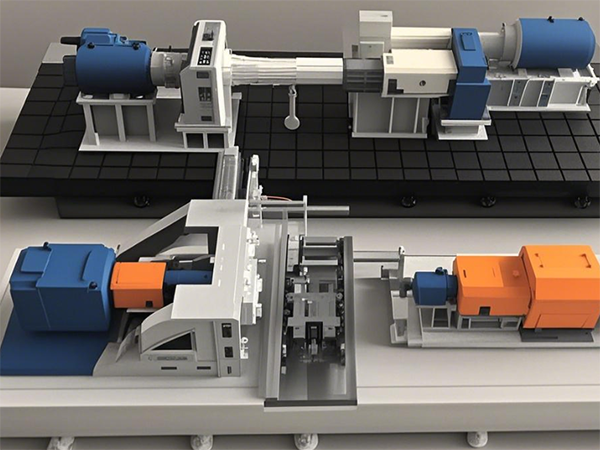
What is Selective laser sintering (DMLS) ?
How does DMLS 3D Printing work
Key advantages
Applications of DMLS


Wide Material Compatibility
Supports a variety of metal powders including
- Stainless Steel (316L, 17-4PH)
- Titanium (Ti6Al4V)
- Aluminum (AlSi10Mg)
- Inconel (625, 718)
- Cobalt-Chrome
Precision Tolerances
Capable of achieving ±0.1 mm tolerances, suitable for functional prototypes and end-use parts in demanding industries.
Build Volume Flexibility
Accommodates small, detailed components and larger assemblies with build volumes up to 250 x 250 x 300 mm (or customized based on system).
Post-Processing In-House
We offer heat treatment, CNC finishing, support removal, polishing, and surface coating, delivering parts ready for real-world use.







| Material | 316L Stainless Steel | 1.2709 Maraging Steel (Aged) | AlSi10Mg Aluminum Alloy | Ti6Al4V Titanium Alloy | Nickel-based Alloy IN718 (+HIP) |
| Picture |  |  |  |  |  |
| Operating Temperature | < 500°C | 400°C (Max 500°C) | < 150°C | 350°C | -253°C ~ 700°C |
| Minimum Wall Thickness | 0.2–0.3 mm | 0.3–0.4 mm | 0.3–0.4 mm | 0.3–0.4 mm | 0.3–0.4 mm |
| Surface Roughness (30μm layer thickness) | Ra 6μm Rz 15μm | Ra ≈ 7 μm | Ra 10μm Rz 30μm | Ra 6μm Rz 20μm | Ra ≈ 6–10 μm |
| Surface Roughness (60μm layer thickness) | Ra 10μm Rz 35μm | Ra ≈ 10 μm | Ra 15μm Rz 35μm | Ra 8–12μm Rz30–35 μm | Ra ≈ 8–15μm |
| Tensile Strength (horizontal direction) | 600 ± 20 MPa | ≈ 1950 MPa | 430 ± 20 MPa | 950 MPa | ≈ 1490 MPa |
| Yield Strength | 500 ± 10 MPa | ≈ 1900 MPa | 245 ± 10 MPa | 860 MPa | ≈ 1240 MPa |
| Elastic Modulus | 180 ± 5 GPa | ≈ 190 GPa | 70 ± 5 GPa | 116 GPa | ≈ 200 GPa |
| Elongation | ≈ 30 ± 2 % | ≈ 4 % | ≈ 9 ± 2 % | ≈ 10% | ≈ 13% |
| Hardness | 250 ± 5 HV | ≈ 52 HRC | 120 ± 5 HV | 320 HV | ≈ 460 HV |
20+ years of manufacturing experience
Advanced machines & strict quality control
ISO 9001 & IATF 16949
Design to finished product
Compliant with RoHS & REACH
Dedicated project tracking and global delivery